
热线电话:0515-82361976
磁粉检测设备的组成部分
无论是一体型,还是分立别磁粉探伤机,它们一般都包括以下几个主要部分:磁化电源、工件夹持装置、指示与控制装置、磁粉或磁悬液施加装置、照明装置和退磁装置等
1、磁化电源
磁化电源是磁粉探伤机的核心部分,它的作用是产生磁场,磁化工件。
固定式磁粉探伤机中,一般是通过调压器将不同大小的电压输送给主变压器,由主变压器提供一个低电压大电流输出,输出的交流电或整流电可直接通过工件,或穿入工件内孔,中心导体.或通入线圈,对工件进行磁化。
调压器通常采用两种结构:
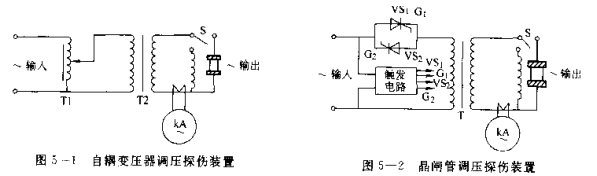
(1)自转变压器通过改变自将变区器的臣数来改变降压变压嘉的一次电压,达到调节磁化电流大小的目的,这种调节方式在工件上的磁化电流仍是正弦交流电流。自精变压器拥压探伤装置如图5-1所示,其分压方式有能头式和电动机带动或两种。融头式的每个融头都可以作为愉入端,用手动谓节:电动机带动式的睡化电流连续可闻,但不允许在带电的情况下调节,否别容易将调压器损坏。
()晶闸管调压将反并联的两只晶角管(或一只双向品间管)与降压变压器的一次线围连楼,利用调整品间管的菜通角来改变保压变压路的一次电压,起到调节酶化电流大小的作用,这种调节方式在工件上的破化电流是非正弦交流电流。晶闸管调压探伤装置如 5-2所示。晶闹管有单向导电性,发电压使品闻管轮流导通,交流电的上、下半周各通过一个晶闸管,使磁化电流无脑点或连续可源,以实现用小电流发和调节大电流。
固定式探伤机上一般配有螺管线圈,对工件进行纵向磁化,也可用于对工件退破。造合交流电州磁控测的探伤机配有断电相位控制器,通常加在交流探伤机大电流产生装置上或作为分立元件。断电相位控制器主要是一个品问管控制装置,利用逻辑电路控制触发器,保证交流电一定在x或2x相位处断电,从而使制磁稳定。在使用三相全波整流电线圈磁化工件时配备快速断电,能迅速切断施加于线圈的直流电,从而在工件中产生低频漏流,克服线圈纵向磁化时的端部效应。
携带式探伤机中多采用磁轭式、线圈式磁化装置或交叉磁轭旋转磁场式磁化电路,产生的磁场为纵向磁场或按设定规律变化的多向磁场。
2.工件夹持装置
固定式探伤机都有夹持工件的磁化夹头或触头。为了适应不同规格的工件,夹头的间距是可调的,并可用电动、手动或气动等多种形式进行调节。电动调节是利用行程电动机和传动机构使夹头在导轨上来回移动,由弹簧配合夹紧工件,限位开关会使可动磁化夹头停止移动。手动调节是利用齿轮与导轨上的齿条啮合传动,使磁化夹头沿导轨移动,或用手推动磁化夹头在导轨上移动,夹紧工件后自锁。气动夹持是将压缩空气通入汽缸中,推动活塞带动夹紧工件。有些探伤机的磁化夹头可沿轴旋转360°,磁化夹头夹紧工件后一起旋转,保证工件周向各部位有相同的检测灵敏度。在磁化夹头 七应包上铅垫或铜编织网,以利于接触,防止打火和烧伤工件。
携带式探伤仪直接在工件局部位进行磁化,一般不需要夹持装置。
3.指示和控制装置
磁粉探伤机的指示装置是指示磁化电流大小的仪表和有关工作状态的指示灯。主要包括电流表、电压表、φ表和H表。
电流表又称安培表,分为直流电流表和交流电流表。交流电流表与互感器连接、测量交流磁化电流的有效值。直流电流表与分流器连接,测量直流磁化电流的平均值。
一般对于额定周向磁化电流大于2000A的电流表,为了准确反映低安培电流值,刻度应分为0~1 000 A低量程和1000 A至额定周向磁化电流(如10000 A)高量释两挡读数数字电流表不需分挡。
有些设备上装有表示晶闸管导通角(移相角)的声表,表示大致的磁化电流值。还有一些老设备上装有表示螺管线圈空载时中心磁场强度(以奥斯特()c为单位)的H表。
磁粉探伤机的控制装置是控制磁化电流产生和使用过程的电器装置的组合。随着机电一体化技术的发展和普及,已经可以实现磁粉探伤机的半自动或自动检测了。
4、磁粉和磁悬液施加装置
固定式探伤机的磁悬液喷洒装置由磁悬液槽、电动泵、软管和喷嘴组成。磁悬液槽用于储存磁悬液,并通过电动泵叶片将槽内磁悬液搅拌均匀,依靠泵的压力【一般为(1.96~2.94)×10+Pa2使磁悬液通过软管从喷嘴喷洒到工件上。在磁悬液槽的上方装有格栅,用于摆放工件和滴落回收磁悬液。为防止铁屏杂物进入磁悬液槽内,在回流口上装有过滤网。
移动式和携带式磁粉探伤机上无固定的搅拌喷洒装置,在湿法检测时,常采用电动或手动喷洒装置,如带喷嘴的塑料壶或磁悬液喷罐。
5.照明装置
磁粉检测照明装置主要有日光灯和黑光灯。固定式磁粉探伤机一般已配置相应设备,其他探伤机应另外携带。
使用非荧光磁粉检测时,被检工件表面应有充足的自然光或日光灯照明。被检工件表面可见光照度应不小于1000lx,并应避免强光和阴影。当现场检测采用便携式设备检测时、被检工件表面可见光照度应不低于500lx。
使用荧光磁粉检测时使用黑光灯照明,被检工作表面的黑光辐照度应大于或等于1000μW/cm2,同时环境可见光照度应不大于20lx。
6.退磁装置
退磁装宽应保证被磁化工件上的剩磁减小到不妨碍工件使用的程度。有的退磁装置作分立件单独设置,有的则直接装在探伤机上